Многостаночное обслуживание
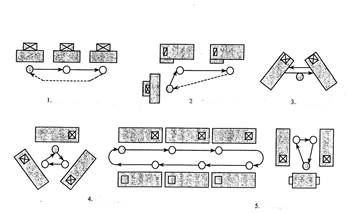
Рис.1 Самые распространенные варианты расположения оборудования и маршруты движения работника при многостаночном обслуживании.
1 – линейное; 2 – смешанное; 3 – угловое; 4 – кольцевое; 5 – П-подобное.
В процессе циклического обслуживания станков, которые расположены по линии (первый вариант планирования на рис.1), работник-многостаночник по завершении цикла обслуживания всех станков делает поворотный переход к первому станку. В случае кольцевого размещения станков поворотные переходы отсутствуют. Таким образом, если станков больше трех и используется циклическое обслуживание, то целесообразно преимущество отдать кольцевым маршрутам. Во время обслуживания двух агрегатов следует располагать оборудование по третьему варианту планирования: в нем переходы работника от станка к станку отсутствуют. Если работник обслуживает три станка, удобнее всего располагать оборудование в виде буквы П, поскольку в этом случае переходы являются сами короткими. Классическим вариантом построения многостаночной работы является обслуживание станков-дублеров, когда длительность и структура операций на станках, которые обслуживаются, относительно постоянные.[1, с 115-117]
Если величины tс и t3 имеют значительные колебания, расчет норм обслуживания и численности должен осуществляться с учетом вероятностных закономерностей, что определяет необходимость использования специального математического аппарата – теории массового обслуживания.
После определения характеристик системы обслуживания оборудования (входящего потока длительности, дисциплин, доступности обслуживания, матрицы передач) методами теории массового обслуживания или в результате имитации работы системы на ЭВМ можно установить оптимальное соотношение между численностью рабочих и количеством станков.
Наиболее просто эта задача решается для обслуживания станков-автоматов рабочими, совмещающими функции операторов и наладчиков. Для этих систем имеются формулы, по которым можно рассчитать все характеристики, необходимые для выбора оптимальных норм обслуживания и численности. Состав этих характеристик определяется установленными ограничениями и критериями оптимальности.
Расчет оптимальных норм обслуживания и численности по формулам теории массового обслуживания весьма трудоемок и практически неосуществим в условиях большинства предприятий. В связи с этим разработаны таблицы и номограммы, с помощью которых оптимальные нормы обслуживания и численности определяются без сколько-нибудь существенных вычислений.
Особенности определения длительности операций в условиях многостаночной работы связаны с учетом времени перерывов в работе станков. Эти перерывы обусловлены проектной технологией и организацией труда, они могут повторяться с каждой единицей продукции, и поэтому для упрощения практических расчетов их включают в состав оперативного времени. Норму длительности в условиях оперативной работы целесообразно устанавливать по формуле:
Нд= ,
,
Где q – количество деталей, которое должно быть изготовлено за время непрерывной автоматической работы ta; Кан - коэффициент использования оборудования по времени автоматической работы, необходимый для выполнения производственной программы; Кнп – коэффициент времени нормированных перерывов, т.е. перерывов на организационно-техническое обслуживание оборудования, подготовительно-заключительную работу, отдых и личные надобности.
Величина Кнп устанавливается из соотношения:
Кнп= ,
,