Производственный план
Выбираем одну линию лущения.
Сушилка FEZER
1. Время сушки шпона – Z, мин.

Wн и Wк – начальная и конечная влажность шпона, % Wн = 90%; Wк = 6%
30 – первая критическая влажность шпона, соответствующая переходу от периода постоянной скорости сушки к периоду убывающей скорости.
Nр – скорость сушки в первом периоде, %/мин
При средней температуре в сушилке – 1850С - толщина шпона 1,55 мм --- Nр = 16,5 %/мин
kр – коэффициент продолжительности второго периода
При средней температуре в сушилке – 1850С - толщина шпона 1,55 мм --- kр = 0,60
kп – коэффициент породы древесины шпона; для березы kп = 1,0
Значение для Wк = 6% --- lg 30/Wк = 0,7
kц – коэффициент учитывающий направление циркуляции воздуха для средней температуры 180 – 2000 --- kц = 0,95
kс – коэффициент соплового дутья (учитывающий продолжительность сушки шпона с поперечной циркуляцией воздуха по сравнению с продолжительностью сушки шпона с сопловым дутьем) для средней температуры сушки 1850 --- kс = 2,0
Время сушки:
![]()
2. Производительность сушилки Q, м3 в смену.
![]() L
L
Q T kп kи n s b kдл
Z
T – продолжительность работы сушилки за смену, мин. T = 480 мин.
kп – коэффициент учета времени при переходе от сушки шпона одного вида к сушке другого kп = 0,95 (принимаемый в среднем).
kи – коэффициент использования времени работы сушки
kи = 0,925 (принимаемый в среднем 0,9 – 0,95).
n – число листов шпона по ширине этажа, умноженное на число этажей;
при длине ролика 6м --- 4 листа * 1,3 м; число этажей – 4.
n = 4 * 4 = 16
s – толщина листа шпона, м --- s = 0,00155 м
b – ширина листа сухого шпона, м b = 1,3 м
L – полная рабочая длина сушилки L = 18,08 м
Z – время прохождения шпона через рабочую часть сушилки, мин.
Z = 2,87 мин
kдл – коэффициент заполнения шпоном рабочей длины сушилки
kдл = 0,98 (в нормальных условиях).
Формат фанеры 4” * 8” (50%)
Q 480 0,95 0,925 16 0,00155 1,3 18,08 0,98 50% = 41,98 м3 / смену
2,87
Формат фанеры 5” * 10” (50%)
Q 480 0,95 0,925 16 0,00155 1,6 18,08 0,98 50% = 51,66 м3 / смену
2,87
Таким образом, при использовании данной сушилки можно обеспечить выпуск фанеры при толщине шпона 1,55 мм – 61 802,4 м3 фанеры в год
((37,33 + 45,95 м3/смену) * 3 смены * 330 рабочих дней + 10% усушка) / 1,65 = 61802,4
Выбираем:
1 сушилку, 9 секций, ширина загрузочного ролика 6м.
Линия ребросклеивания KUPER
Практический сменный график производительности линии ребросклеивания KUPER, в метрах кубических, в зависимости от ширины подаваемых кусков.
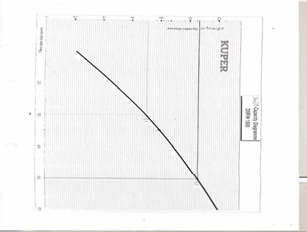
Из графика видно, что при ширине кусков 300 мм – производительность линии ребросклеивания – 7,2 м3 в смену.
По практической информации собранной с фанерных комбинатов, для производства 35 – 40 тыс. м3 в год фанеры 4” * 8”, необходимо ребросклеивать 6,8 – 7,0 м3 шпона в смену.
Выбираем 1 линию ребросклеивания.
Линия сращивания шпона на ус PLYTEC
30 000 м3/год фанеры * 1,65 = 49 500 м3 сырого шпона - 10% усушка = 44 550 м3 сухого шпона.
Дольки сращенной 45% - 20 047 м3; Поперечной – 55%
20 047 м3 / 330 рабочих дней / 3 смены / 8 часов = 2,53 м3 шпона в час
Коэффициент усушки (10%) Кус = 0,9
Расчет для 1 линии с 3-мя прессами:
|
Для формата 4 ”* 8 ” (50 % ) |
Для формата 5 ” * 1 0 ” ( 5 0 % ) | |
|
Справочно, часовая производительность 1 пресса, м3 шпона в час |
0,82 |
1,29 |
|
Годовая производительность 1 пресса, м 3 шпона в год |
0,82 м3 в час*8 часов*3 смены * * 330 рабочих дней * 50% = 3247 |
1,29 м3 в час*8 часов*3 смены * *330 рабочих дней * 50% = 5108 |
|
Всего объем сращенного, м 3 шпона в год |
3247 / 0,45 = 7216 |
5108 / 0,45 = 11351 |
|
Всего объем фанеры в год на одном прессе, м 3 в год |
7216 / 0,9 / 1,65 = 4859 |
11351 / 0,9 / 1,65 = 7644 |
|
Всего объем фанеры в год на 3-х прессах, м3 в год |
4859 * 3 пресса = 14577 |
7644 * 3 пресса = 22932 |